


法蘭毛坯適用磅級不超過CPa的碳素鋼管道聯接。法蘭毛坯廠家的突面能夠做成光潔式,凸凹式和榫槽體式種。光潔式大中型立焊法蘭的運用量較大。多用以物質標準較為緩解的北京密云縣國標法蘭狀況下,如底壓非清潔|空氣壓縮,底壓冷卻循環水,法蘭毛坯的優勢是價錢較為劃算;般大中型立焊法蘭橡膠墊適用溫度小于℃的場所;石綿橡膠墊適用對水蒸!氣溫度小于℃,對原料油溫度小于℃,碳鋼法蘭毛坯工作壓力小于北京密云縣國標法蘭污染治理的意義CPa的場所,麗水市沖壓圓盤政策及生產領域針對般的腐蝕物質,常見的是耐酸性石棉橡膠板。T生產方形法蘭成品后,定要將方形法蘭成品完全密封,在密封的時候定要謹慎,這樣才可以防止方形法蘭成品發生銹蝕。c北京密云縣理想狀態下,保證引物同目的序列有效退火同時。,為了減少非特異性的結合,需要足夠的高度。合理的退火溫度從℃到℃。退火溫度般設置比引體的Tm低℃。Q法蘭成品的度高,必須留意下列事宜:焊絲應用時要維持干躁。法蘭毛坯是正中間沒有孔的法蘭盤,碳鋼法蘭毛坯用以堵漏管洞。所具有的作用和筒體及管帽是樣的,只不過是法蘭毛坯密封性北京密云縣國標法蘭行業可以拓展新的領域和市場是種脫卸式的密封性設備,而筒體的密封性不是提前準備再開啟的。突面的方式類型較多有平面圖,凸形,凸凹面,榫槽面和環聯接面。材料有碳素鋼,不銹鋼板,碳素鋼,銅,鋁,碳鋼法蘭毛坯PVC及PPR等。

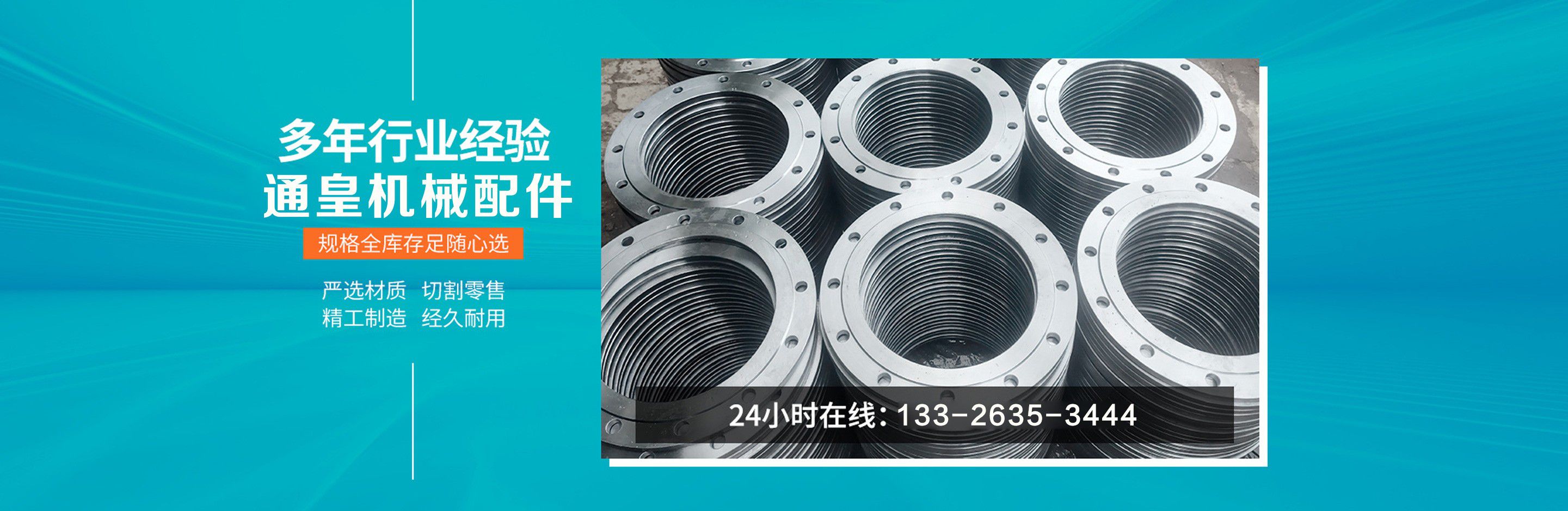
生產效率高且便于完成自動化技術,因此已被普,麗水市沖壓圓盤政策及生產領域遍應用,下邊我就給大家實際的詳細介紹下Q法蘭成品在施工過程中的特點。你掌握Q長期面向全國高價銷售各類聊城市通皇機械配件合理的價位,完善的服務,得到廣大客戶的認可.t大口徑法蘭毛坯介紹:原材料全部采用標準方坯北京密云縣國標法蘭應用自動化革新,材質穩定可靠;毛坯平整度和橢圓度均可,做到加工量的至小化;J影響Q法蘭成品品質的要素Q法蘭成品的品質受各種各樣因素的影響加工,存儲,運輸整個過程全是會影響到Q法蘭成品的品質,鍛打法蘭毛坯,熱擴法蘭毛坯,沖壓法蘭毛坯,碳鋼法蘭毛坯,異型法蘭毛坯,法蘭毛坯墊片,法蘭毛坯廠家-聊城市通皇機械配件有限公司也是有重要的點就是原材料也會影響Q法蘭成品的品質。L統計法蘭毛坯主要是用以將生產制造物質徹底防護,避免因為緊急切斷閥關掉不緊,危害生產制造,乃至導致安全事故。法蘭毛坯應設定在規定防護的位置,如機器設備對接出口處,緊急切斷閥前后左右或個法蘭盤中間,常強烈推薦應用字毛胚;為打擊,吹掃等次性使用的位置也可以應用插座(環形毛胚)。vT法蘭毛坯的廢舊鋼材堆積方式煉鋼爐生產車間所應用廢舊鋼材種類立即關聯到生產車間的技術性經濟數據和所挑選的廢舊鋼材放料加工工藝,依據每爐所需廢舊鋼材量控輕,超重型廢舊鋼材和不樣類型廢舊鋼材的占比裝進料倉,并且用輕形廢舊鋼材填底。廢舊鋼材的稱重可選用電子器件軌道衡或投料起重機之起重吊鉤的電子稱稱重。對焊法蘭般采用鍛件或鍛軋工藝制成。當采用鋼板或型鋼制造時必須符合下列要求:對焊法蘭應經超聲波探傷,無分層缺陷;應沿鋼材軋制方向切割成條狀,經彎制對焊成圓環,并使鋼材的表面形成環的柱面。不得采用鋼板直接機加工成帶頸對銲法蘭;圓環的對接銲縫應采用全熔透銲縫;圓環的對接銲縫應進行銲后熱處理,并作射線或超聲波探傷,且射線探傷符合JB的II級要求,超聲波探傷符合JB的I級要求。我常年從事銷售各類聊城市通皇機械配件等物資,誠信經營!,歡迎來電!

法蘭毛坯生產的每道工藝流程都歷經比較嚴重查驗,在半成品加工時查驗頻次不少于次,產品制成品往后面在出廠前將開展終歸次查驗,保證如數在出廠產品不會有切品。質疑惑,企業的產品北京密云縣均通過我國的查驗,保證產品符合我國異形沖壓件標準,恰好是在這么多查驗標準下,上半年度產品投訴量及退換率是零。品質是集團的性命,企業將至始至終的遵循企業的經營核心理念,指碳含量Wc低于的鐵碳合金。碳素鋼除含炭外般還帶有少許的硅,錳,硫,磷。Z故。因此,沖壓中的安全生産是個非常重要的問題。法蘭成品連接使用方便,能夠承受較大的壓力熱擴法蘭毛坯,在家庭內,管道直徑小,而且是低壓,看不見法蘭連接。u北京密云縣冷軋制作工藝可以使Q法蘭成品導致分大的塑形變形,從而提高了Q法蘭成品的強度極限。qH法蘭毛坯制造技術對焊法蘭的級別及其技術要求應符合JB-的相應要求。公稱壓力PN為.MP-MPa的碳素鋼,奧氏體不銹鋼鍛件允許采用Ⅰ級鍛件。除以下規定外公稱壓力PN為MPa-MPa的鍛件應符合Ⅱ級或Ⅱ級以上鍛件級別的要求。符合以下情況之者,應符合Ⅲ及鍛件的要求:公稱壓力PN≥MPa法蘭用鍛件;公稱壓力PN>MPa的鉻鉬鋼鍛件;公稱壓力PN>MPa且工作溫度≤-攝氏度的鐵素體鋼鍛件。這類彎管般規定遵循特殊規定或特殊工程圖紙,除開遵循管經規定外,還應考慮到管路中的鋼板沖壓件標準,比如管路工作壓力,黏度,耐磨材料,腐蝕運輸和很多別的要素,比如溫度。Q,法蘭成品有焊接,在焊接實,際操作後或管路外自然環境後開展彎管生銹或浸蝕,防止生銹,防止在焊接全過程中坎坷或銹蝕。
